English
English 中文简体
中文简体 русский
русский Español
Español Deutsch
Deutsch

How does the friction coefficient of wedge materials impact the braking distance of Elevator Safety Gear during overspeed?
Content
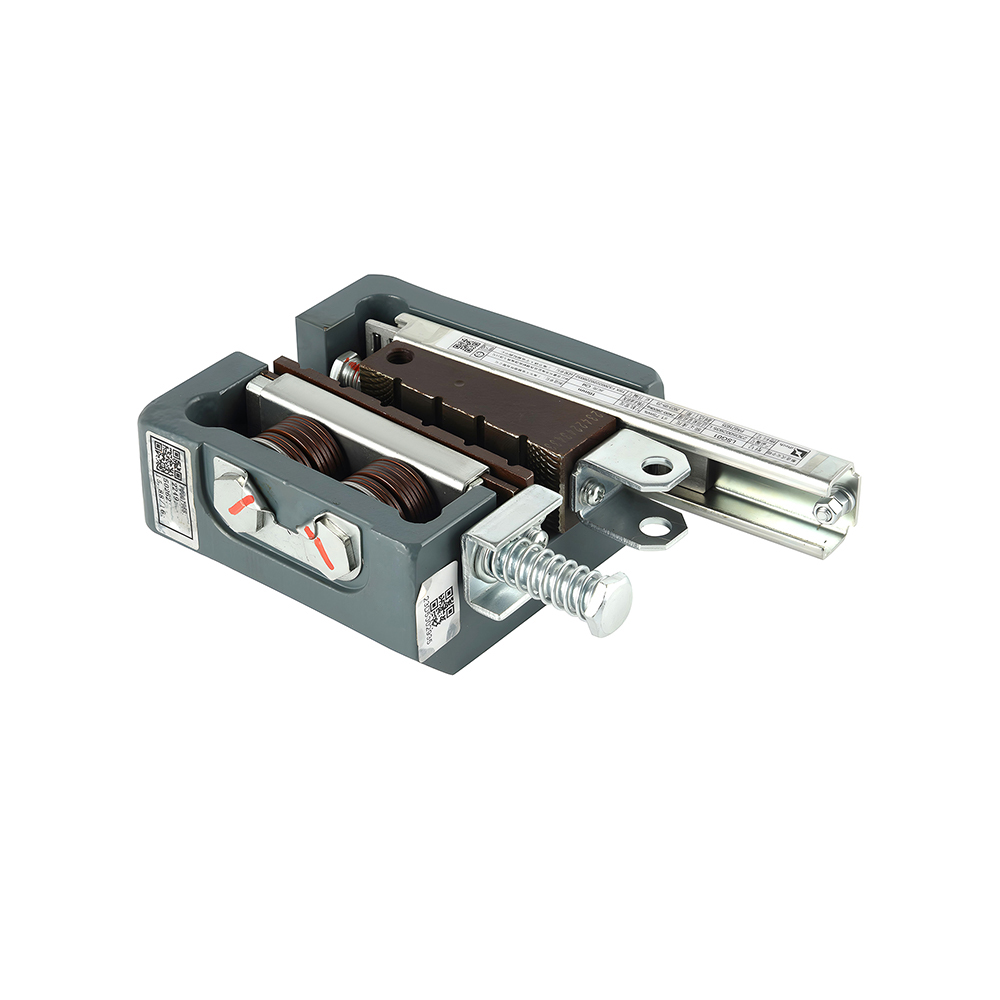
In vertical transportation engineering, the Elevator Safety Gear serves as the critical final mechanical fail-safe. When an overspeed condition is detected, the governor triggers the safety gear to grip the guide rails. The physics of this deceleration is governed by the friction coefficient ($\mu$) of the wedge materials. Understanding how $\mu$ interacts with the normal force to determine the stopping distance is vital for ensuring passenger safety and structural integrity.
Technical Fundamentals: Mechanical Braking and Friction Dynamics
The braking force generated by the safety gear is a product of the friction coefficient between the wedge and the guide rail multiplied by the normal force exerted by the spring system. During the elevator safety gear overspeed governor synchronization process, the mechanical linkage ensures that the wedges are deployed simultaneously to engage the rails. The choice of material—whether hardened steel, specialized alloys, or friction-modified composites—determines the stability of the friction coefficient under extreme thermal loads.
Comparison: Wedge Material Friction Characteristics
Different materials exhibit varying levels of friction stability and wear resistance, which directly affects the predictability of the braking force. While hardened steel offers high durability, specialized sintered materials provide a more stable friction coefficient across a wider temperature range.
| Material Type | Friction Coefficient ($\mu$) Range | Thermal Stability | Rail Wear Impact |
| Hardened Tool Steel | 0.15 - 0.25 | Moderate | High |
| Sintered Friction Alloy | 0.30 - 0.40 | High | Moderate |
| Ceramic Composite Coating | 0.35 - 0.50 | Excellent | Low |

The Direct Impact of Friction on Braking Distance
The braking distance is inversely proportional to the friction coefficient. A higher $\mu$ value increases the deceleration rate ($a$), thereby shortening the distance. However, engineers must prevent "instantaneous locking" in high-speed applications, as excessive G-forces can cause passenger injury. According to the latest technical insights from the European Committee for Standardization regarding EN 81-20/50:2024, the permissible average deceleration for progressive safety gear must remain between 0.2g and 1.0g to ensure biological safety limits are not exceeded.
Source: CEN/TC 10 - Passenger, goods and service lifts safety standards
For modern vertical projects, progressive elevator safety gear for high speed lifts is engineered to maintain a controlled sliding friction phase. This prevents the abrupt stop characteristic of older systems and ensures the braking distance remains within the calculated safety buffer even as kinetic energy increases quadratically with velocity.
Comparative Analysis: Safety Gear Types and Velocity Constraints
The operational velocity of the lift dictates whether an instantaneous or progressive mechanism is required. Instantaneous types are generally reserved for speeds below 0.63 m/s, where the friction coefficient acts almost immediately to stop the car. Conversely, traction lifts with higher travel speeds require bi-directional elevator safety gear for traction lifts, which must manage friction coefficients effectively in both ascending and descending overspeed scenarios.
Comparison: Instantaneous vs. Progressive Performance
Instantaneous safety gear relies on a rapid spike in friction to achieve an immediate stop, whereas progressive safety gear utilizes a spring-loaded wedge to allow for a modulated sliding distance.
| Safety Gear Type | Braking Action | Max Rated Speed | Friction Utilization |
| Instantaneous | Immediate / Rigid | < 0.63 m/s | Unregulated Peak |
| Progressive | Sliding / Regulated | Up to 10.0+ m/s | Controlled Constant |
Maintenance and Environmental Impact on Friction
Environmental factors such as guide rail lubrication, oxidation, or debris can significantly alter the nominal friction coefficient. Adhering to instantaneous elevator safety gear maintenance requirements is crucial, as any reduction in $\mu$ due to excessive oil on the rails will lead to a dangerous extension of the braking distance. At Maiterio, our engineering team, backed by over 30 years of experience in precision machinery, emphasizes the use of specialized surface treatments on our wedges to maintain a consistent friction profile despite environmental fluctuations.
Procurement, Certification, and Economic Evaluation
When evaluating the elevator safety gear replacement cost and certification, B2B buyers must prioritize Type Examination Certificates (such as CE or ASME). Investing in high-grade wedge materials with stable friction coefficients reduces the frequency of rail re-surfacing and components wear, leading to a lower Total Cost of Ownership (TCO). High-performance alloys may carry a higher initial cost but ensure the system remains compliant with evolving international safety codes.
FAQ
- Q: How does rail lubrication affect the Elevator Safety Gear performance?
A: Lubrication reduces the friction coefficient ($\mu$). Progressive safety gears are tested with specific oil types to ensure that even with lubrication, the braking force meets the minimum safety requirements. - Q: Why is synchronization between the overspeed governor and safety gear important?
A: Elevator safety gear overspeed governor synchronization ensures that the tripping speed matches the mechanical engagement time, preventing asymmetric braking which could tilt the car. - Q: What happens if the friction coefficient of the wedge is too high?
A: If $\mu$ exceeds design limits, the deceleration may exceed 1.0g, causing severe structural stress to the car frame and potential injury to passengers due to the abrupt stop. - Q: Can bi-directional safety gear handle different speeds in each direction?
A: Bi-directional elevator safety gear for traction lifts is usually calibrated to the maximum downward rated speed, but its internal geometry ensures friction engagement is effective for both ascending and descending overspeed. - Q: How often should wedge materials be inspected for wear?
A: Based on standard instantaneous elevator safety gear maintenance requirements, wedges should be inspected annually or after every safety gear trip to check for "galling" or material transfer from the rail.